- Главная
- Продукция
- Компоненты
- Компоненты непрерывной экструзионной линии
Компоненты непрерывной экструзионной линии
Производственная линия непрерывной экструзии медных изделийможет быть оснащена правильным станком, станком для резки, системой предотвращения окисления и системой охлаждения, счетчиком погонных метров, намоточным станком (приемным станком), раскаточным устройством, а также другим вспомогательным оборудованием. Для управления главной машиной используется ПЛК контроллер и сенсорный экран, что обеспечивает стабильное и высокоэффективное функционирование всей производственной линии. Кроме того, все технические параметры и сбои отображаются автоматически.



Машина непрерывной экструзии состоит из основной системы привода, вспомогательной системы и системы управления. Ведущий вал главной системы привода имеет предварительный натяг. Двигатель постоянного тока приводит главный вал в движение при помощи планетарного редуктора. Таким образом, выполняется силовой привод экструдера.
Вспомогательная система состоит из гидравлической системы, смазочной системы и системы охлаждения. Эта система отвечает за различные вспомогательные операции, а также за функционирование основной системы привода. Система управления использует технологию регулирования скорости вращения двигателей постоянного тока, обеспечивая скорость вращения до 11, 5 оборотов в минуту.
Рабочий режим, рабочее состояние и технологические параметры оборудования могут быть отрегулированы при помощи пульта управления и подвижного блока управления. Пресс-форма экструдера устанавливается в гнезде, которое находится в держателе. Держатели могут быть открыты или закрыты для удобной замены запасных частей и инструментов.
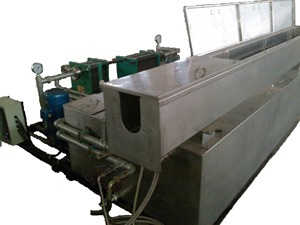
В данной производственной линии используется система водяного охлаждения с естественной циркуляцией. Вода подается при помощи многоступенчатого насоса. Для контроля температуры охлаждающей жидкости в системе используется теплообменник. Система охлаждения делится на систему охлаждения компонентов оборудования и систему охлаждения производимых изделий. Первая система используется для охлаждения гнезд пресс-форм, пресс-форм и экструзионного колеса. Сначала высокотемпературный экструдат, защищенный от окисления при помощи специальной трубки, подается в охлаждающий резервуар для быстрого охлаждения до нормальной температуры, а затем он высушивается.
Используемое электронное устройство измерения погонных метров в основном состоит из измерительного колеса и генератора импульсного сигнала. Это устройство используется для проверки и отображения длины продукта. Оно может быть оснащено функцией сигнального предупреждения.

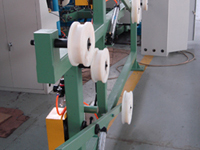
Намоточный станок с напольными направляющими выполняет намотку проводов с постоянным натяжением. Диаметрприемной катушки составляет от 630мм до 800мм. Благодаря приводу от электродвигателя постоянного тока и регулятору частоты переменного тока, выполняется равномерная намотка в соответствии с шириной продукта. Шаг намотки регулируется при помощи тахогенератора.

Гидравлическая система и система смазки
В данной гидравлической системе используются высоконадежные гидравлические компоненты серии Huade. Система состоит из электронасоса, блока регулировки давления, блокауправления открытием и закрытием держателя пресс-формы, блоком управления прижима держателя пресс-форм, теплообменника, масляного фильтра и т.д.
Насосный агрегат служит для системы гидравлической станцией. Устройство контроля давления используется для регулировки рабочего давления. Блок управления открытием и закрытием держателя пресс-форм отвечает за перемещение держателя. Блок управления прижима держателя пресс-форм используется для фиксации рабочего положения держателя. Теплообменник используется для регулирования температуры масла.
Система сверхвысокого давления
Система смазки состоит из двух частей. Одна из них используются для смазки основного вала подшипников главной машины, а другая используется для смазки редуктора. В системе используется метод принудительной самостоятельно циркулирующей смазки. Для подачи масла и регулировки его температуры используется шестеренчатый насос и теплообменник, который обеспечивает циркуляцию охлаждающей жидкости во внешнем контуре.

Электрическая система управления является важной частью всей производственной линии. Она состоит из пульта управления, шкафа двухпозиционного управления и шкафа регулирования скорости. В системе используются только качественные компоненты известных производителей, например, низковольтные электрические компоненты Schneider, регулятор скорости Eurotherm и ПЛК Mitsubishi.

Управление производственным процессом осуществляется с помощью пульта управления. Пульт оснащается кнопкой управления, тайванским сенсорным экраном, а также цифровым индикаторным дисплеем для отображения важных рабочих параметров. Сенсорный экран может быть использован для управления работой оборудования, задачи параметров, отображения рабочего состояния и технических кривых, а также для аварийнойсигнализации отказов.
Aibang Machinery Technology Co., Ltd. является китайским производителем непрерывных ротационных экструзионных линий для обработки медных и алюминиевых изделий. Данные производственные линии доступны с различными спецификациями и могут производить такие изделия, как алюминиевая труба, медная плоская проволока, проволока из мягкого алюминиевого профиля, а также медные шинопроводы и профили. Также доступно оборудование для непрерывной ротационной экструзии для производства стальной проволоки, покрытой алюминием.
Подробнее Скачать каталог в PDF форматеChangzhou Aibang Machinery & Science Technology Co., Ltd.
Адрес: No. 279, Huanghe West Road, Xinbei District, Changzhou City, Jiangsu Province
Контактное лицо: Bangjun Shu
Тел.: +86-519-85960370
Мобильник:+86-13506124377
WhatsApp/ Wechat:+86-13506124377
Факс: +86-519-81580370
E-mail: czsbj1004@126.com